
Bending process
曲げ割れ防止の加工技術
曲げ割れ加工の基礎
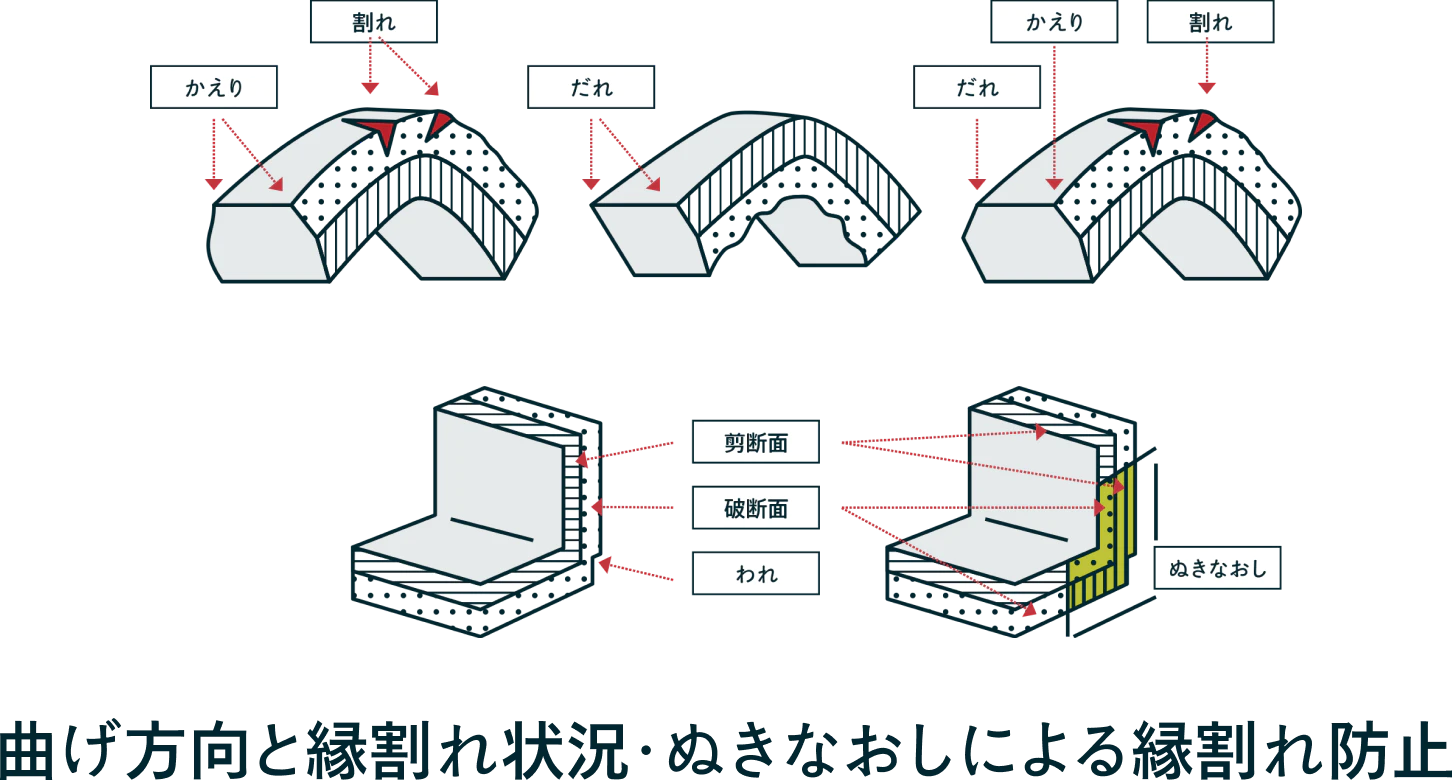
板は圧延によって作られるが、その際圧延(ロール)方向に結晶粒や介在物、組織が長く伸びて繊維状(ファイバ)になるため、面内方向性をもつことになる。たとえば伸びは圧延方向(0°方向)が直角(90°)方向に優るので、とくに硬質材の場合、曲げ線と90°方向を平行にとると割れにくいことになる。曲げが2方向以上にあるときはなるべくどの曲げ線も圧延方向と平行にならないように板取りするのが望ましい。
せん断縁の曲げ割れは、かえりを内側にするとかなり防止できる。場合によっては抜きなおしてかえりを曲げの内側にするのも一つの方法である。せん断縁をかえり側からあらかじめ圧縮(コイニング)する縁割れ防止法は、簡単な方法で効果が顕著である。またV曲げの際、逆圧力を加えていたの変形部を押しつけながら曲げると外表面の引張ひずみが抑制され、最小曲げ半径が著しく小さくなる。その他、焼きなまして延性を付加する方法、内側に切欠きをつける方法、先端アールを減少しつつ曲げる方法なども最小曲げ半径を小さくするのに効果的である。